



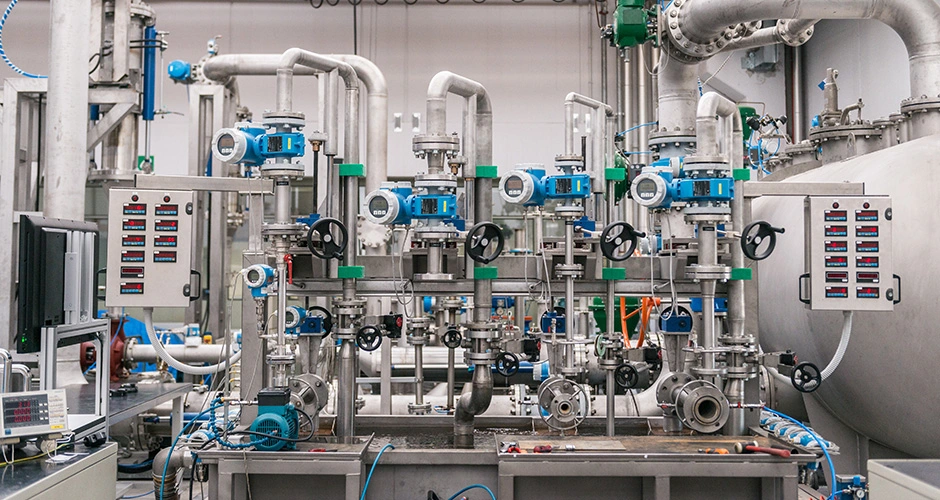
At the heart of Calpeda’s headquarters operates a technologically advanced test room that stands as a true flagship of the company. These particularly spacious facilities, equipped to meet the highest standards, bring together quality research and the company’s commitment to delivering maximum reliability and technical transparency—hallmarks of Calpeda.
Spanning an area of 800 m², with an additional 350 m² dedicated to reliability testing, in-depth tests are carried out and tailored solutions developed to meet customer needs and drive product innovation.
Various technologies are employed to verify the features and performance of pumps and motors, both during the prototyping phase and final inspection before market release. This approach ensures full control over every detail, for each model and configuration.
A center of excellence for complete electric pump testing
The test room is equipped with both open-loop and closed-loop systems to offer maximum flexibility in test procedures.
The facility is equipped with three open-loop test benches, each of which is equipped with multiple test lines and has the capacity to handle flow rates of up to 350 m³/h. These pumps are used to test MXH horizontal multistage and CT peripheral pumps.
In the three closed-loop systems, tests are conducted at flow rates up to 1500 m³/h and hydraulic pressures up to 25 bar. This allows performance validation across the full range of NM and N standardized pumps.
One of the closed-loop systems is designed to vary the fluid temperature from 20°C to 140°C, a key feature for testing pumps intended for thermal or industrial applications, such as in-line NR pumps and vertical multistage MXV pumps.
A 12-meter-deep pit is used for specific self-priming tests on NGX, NG, MXA, NMP, and MPC pump models.
The test room also features a stabilized power supply system supporting loads up to 200 kW, enabling reliable measurements even under variable load conditions.
The brake test room is designed for complete testing of the electric motors of the pumps, using electronically controlled dynamometric brakes. This system allows variable loads to be applied to the motor, enabling evaluation of electrical performance and efficiency.
The reliability testing room, with 60 stations, hosts endurance and lifecycle tests. Initially designed for the Mèta variable-speed pressurization systems and circulators, this area simulates prolonged and demanding usage conditions, reproducing in a few weeks or months what would occur over years of operation. Continuous running tests, intensive start-stop cycles, and accelerated aging simulations are performed to prevent failures and continually improve pump durability.
Precision and innovation
Performance testing is conducted in compliance with international standards, particularly EN ISO 9906, which outlines the requirements and methodologies for measuring pump hydraulic performance. This ensures that every unit tested meets strict efficiency benchmarks.
The test room is climate-controlled to ensure the precision of instruments used, and customized data collection systems have been developed for continuous monitoring throughout each test phase.
The strategic role of the test room
The test room plays a crucial role in Calpeda’s daily commitment to technical excellence and ongoing innovation. It serves as the site for:
- functional testing of pumps and motors to evaluate performance and proper operation of finished products;
- production checks to ensure Calpeda’s high quality standards;
- dedicated reliability testing simulating extended and extreme usage conditions.
In addition, a series of tests are conducted on prototypes manufactured during the development phase. These tests allow for a comparison between the actual results and the design parameters.
By checking the consistency of the design drawn up by the Technical Department and the finished product, discrepancies can be identified and technical solutions optimised before industrialisation. This results in a considerable reduction in development time and makes a decisive contribution to achieving the quality that must be present at every stage of the production cycle. The Test Room team works in close collaboration with the Technical Department, operating almost as an extension of it, and maintaining constant dialogue with both R&D and Production.
Expanding the range of NM and drainage pumps, as well as developing high-efficiency motors, are current priorities for Calpeda, pursued with a synergistic approach involving multiple departments.